फास्टनर फ़ंक्शन परिचय
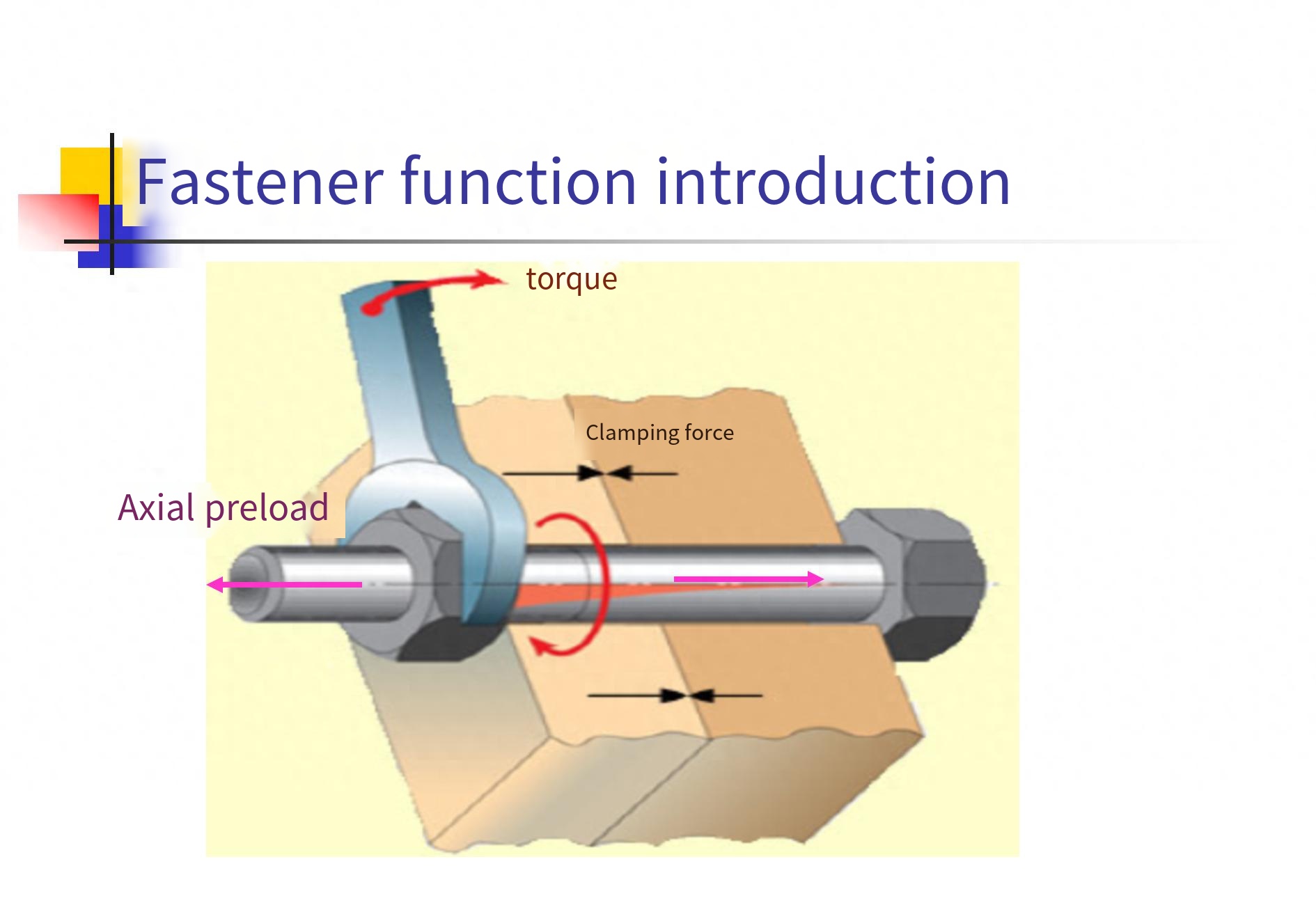
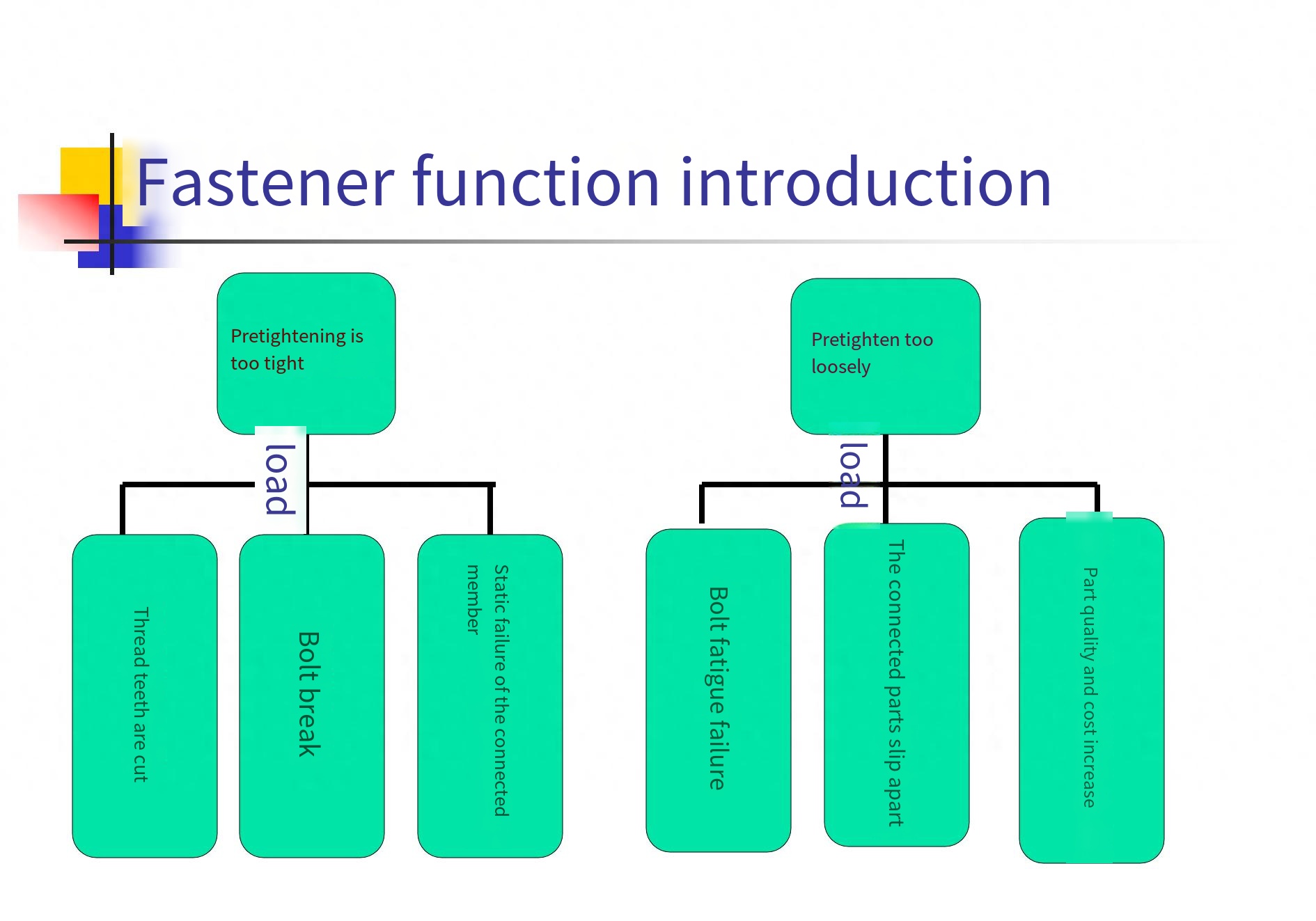
फास्टनरों को थ्रेडेड फास्टनरों और गैर-थ्रेडेड फास्टनरों में विभाजित किया जाता है, गैर-थ्रेडेड फास्टनरों में मुख्य रूप से रिवेट्स, वेल्डेड पिन, कनेक्टिंग पिन इत्यादि शामिल होते हैं, गैर-थ्रेडेड फास्टनरों के उपयोग के अलावा इंजन, विशाल बहुमत थ्रेडेड फास्टनरों होते हैं।तथाकथित थ्रेडेड कनेक्शन विभिन्न बाहरी भारों का विरोध करने के लिए दो या दो से अधिक जुड़े हिस्सों को एक साथ जकड़ने के लिए थ्रेडेड फास्टनरों का उपयोग होता है, और जुड़े हिस्से अलग नहीं होते हैं, फिसलते नहीं हैं, या संयुक्त सतह लीक नहीं होती है।इस कारण से, बाहरी भार लागू करने से पहले, जुड़े हुए हिस्सों को कसने के लिए थ्रेडेड फास्टनरों को कसने की आवश्यकता होती है।थ्रेडेड फास्टनरों को कसने को प्रीटाइटनिंग कहा जाता है, और बल को अक्षीय प्रीटाइटनिंग कहा जाता है।
फास्टनरों का चयन सिद्धांत
फास्टनर विनिर्देशों का चयन फास्टनरों की विविधता का चयन करने के बाद, प्रत्येक किस्म में आवश्यक विशिष्टताओं का भी चयन किया जाना चाहिए।विशिष्टताओं को कनेक्शन डिजाइन के लिए परियोजना या उत्पादन और उत्पाद की आवश्यकताओं के अनुसार निर्धारित किया जाना चाहिए, और विचार किए जाने वाले सिद्धांतों में आम तौर पर निम्नलिखित 3 होते हैं: फास्टनर विनिर्देशों (व्यास और लंबाई सहित) को सूचीबद्ध श्रृंखला में चुना जाना चाहिए फास्टनर मानक।यदि मानक में दो से अधिक आकार की श्रृंखला है, तो पहली श्रृंखला या कमोडिटी विनिर्देश श्रृंखला पर विचार किया जाना चाहिए। आम तौर पर, मानक में निर्दिष्ट के अलावा अन्य लंबाई विनिर्देशों को चुनना उचित नहीं है।जब बोल्ट नट से मेल खाता है, तो बोल्ट की लंबाई इस सिद्धांत का पालन करना चाहिए कि बोल्ट पिच (चैम्फर सहित) से 2-3 गुना अधिक नट से बाहर निकलता है, लेकिन बोल्ट की कुल लंबाई 10 डी (डी) से अधिक नहीं होनी चाहिए बोल्ट का नाममात्र व्यास है)। आर्थिक विचारों से, फास्टनरों की विशिष्टताओं को यथासंभव कम किया जाना चाहिए।एक ही परियोजना या उत्पाद के लिए, जांच और अनुसंधान के आधार पर, फास्टनर विनिर्देशों की इष्टतम सीमा निर्धारित की जा सकती है, और जहां तक संभव हो इष्टतम सीमा के भीतर विनिर्देशों का चयन किया जा सकता है।मैंने संयुक्त राज्य अमेरिका की पेका कंपनी की भारी ट्रक असेंबली लाइन का दौरा किया, जो बहुत गहराई से महसूस हो रही थी: रियर एक्सल भाग: एम 16 विनिर्देश ठीक दांत निकला हुआ किनारा बोल्ट, लंबाई में कई विशिष्टताएं हैं;फ़्रेम मुख्य रूप से सभी धातु नट के साथ एम16 मोटे दांतों वाले 10.9 बोल्ट से बना है, लंबाई में कई विशिष्टताएं हैं, और नट बिल्कुल समान हैं;कैब में 3 प्रकार के हेड स्क्रू होते हैं, प्रत्येक हेड स्क्रू की लंबाई मूल रूप से समान होती है, और मानकीकरण की डिग्री बहुत अधिक होती है।


पोस्ट करने का समय: सितम्बर-12-2023